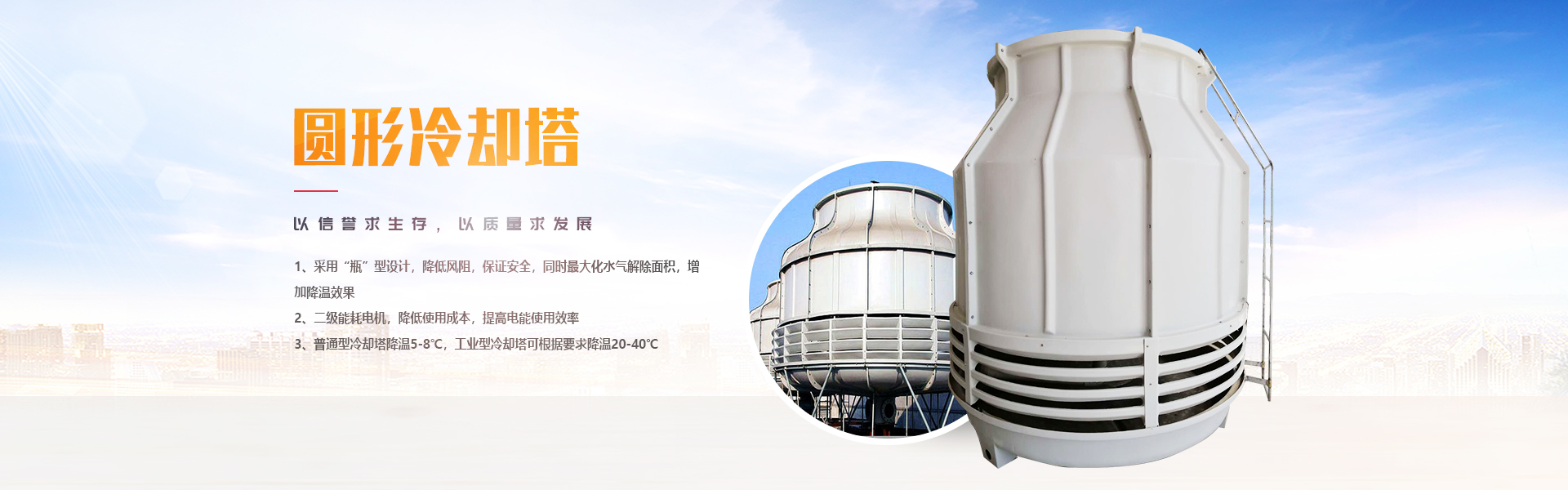


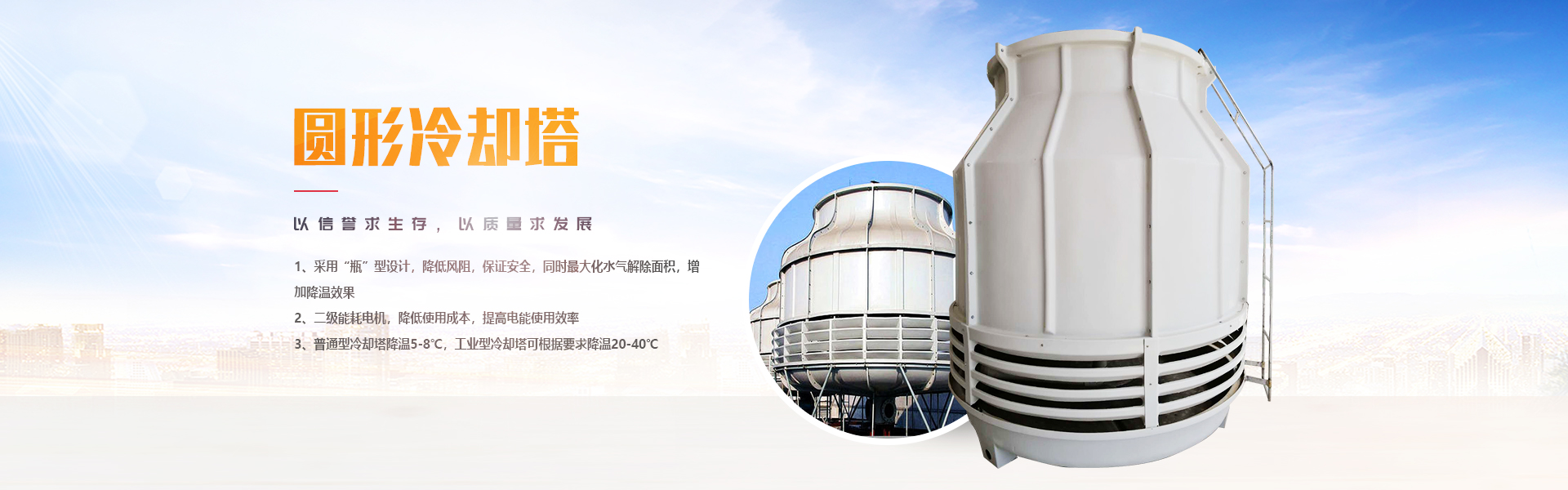




閉式冷卻塔減速機傳動軸維修采用哪些方式? 因為減速機運作艱苦環境,經常發生閉式冷卻塔減速機傳動軸損壞問題。現階段閉式冷卻塔減速機傳動軸檢修的技術有很多,例如補焊加工工藝,該工藝修補高精度,可是會對軸導致熱應力集中化,軸表層產生細微裂痕,滾動軸承位的原材料發生機構轉變,淬火這些欠佳要素,使軸自身產生彎折形變,喪失原先的延展性抗壓強度。在其中熱應力集中化,細微裂痕會對軸中后期運用過程中,閉式冷卻塔減速機產生較大的風險,許多關鍵機器設備的軸通過補焊后均發生了彎折或是破。因此關鍵機器設備的軸,尤其是快速軸或是重負載軸不建議采用補焊處理工藝。







閉式冷卻塔減速機傳動軸在磁力基地的方位 閉式冷卻塔減速機傳動軸改善前的結構和基本原理,改善前的電機和閉式冷卻塔減速機傳動軸的連接狀況是,電機與半閉式冷卻塔減速機傳動軸4協作位置為6mm,長短為32mm,軸上無健槽,沒法進行鍵連接傳送扭距,根據電機的安裝使用規定,電機與半閉式冷卻塔減速機傳動軸孔采用銜接協作中間,扭距主要靠固定不動在半閉式冷卻塔減速機傳動軸上的2個M5的緊定螺釘傳送,在應用全過程中,此結構存有以下欠缺。

普遍的閉式冷卻塔減速機幾類異常觸碰斑的剖析及機電維修方式:機電維修渦桿以達到觸碰精密度規定:更改摩輪視角,有的觸碰斑只在齒面根處,這也是因為閉式冷卻塔減速機渦桿齒型角低于端銑刀齒型角而致,只需增加磨輪視角就能選好接觸面積。但須留意:擴大磨輪視角的一起應擴大渦桿分度圓直徑,降低磨輪視角的并且也應降低渦桿分度圓直徑,若只更改磨輪視角而不與此同時更改分度圓直徑,閉式冷卻塔減速機則齒高觸碰斑盡管可獲得改進,而齒長上的接觸面積會產生變化。更改磨輪凸度:假如觸碰斑只在齒面中間,這也是因為渦桿型面過凸而致,只需擴大磨輪凸度就能選好接觸面積,反過來接觸面積則減少磨輪凸度。閉式冷卻塔減速機接觸面僅僅在齒長中間非常少段,這也是因為渦桿齒面的折射率過大而致,只需減少渦桿分度圓直徑(即減少其折射率)就能選好接觸面積。
您好,歡迎蒞臨康喬制冷,歡迎咨詢...

 魯公網安備 37142802000394號
魯公網安備 37142802000394號

